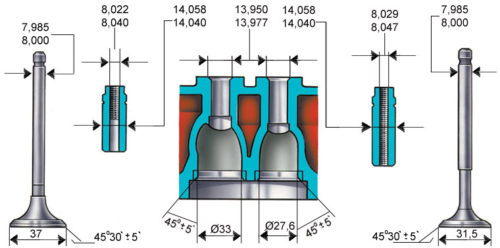
Hlava 1 (obr. 4.22) bloku válců je společná pro čtyři válce, odlévané z hliníkové slitiny, se spalovacími komorami ve tvaru kyčle. Vstupní a výstupní kanály jsou vyvedeny na různé strany hlavy bloku. Ventily jsou uspořádány ve tvaru V ve dvou řadách: na jedné straně sání, na druhé straně - výfuk.
Do hlavy jsou zalisována sintrovaná sedla ventilů a mosazná vodítka ventilů. Vnitřní průměr vodicích pouzder je (7 ± 0,015) mm, vnější průměr (u pouzder dodávaných jako náhradní díly) je 12,079-12,090 mm a 12,279-12,290 mm (pouzdro je zvětšeno o 0,2 mm).
Ventily jsou podobné konstrukce jako u motoru mod. 2110, ale mají menší desky a tyče. Vstupní ventil má průměr kotouče 29 mm a výstupní ventil má průměr 25,5 mm. Průměr dříku vstupního ventilu je (6,975 ± 0,007) mm, průměr výstupního ventilu je (6,965 ± 0,007) mm.
Pro každý ventil je instalována jedna pružina. Délka pružiny ve volném stavu je 38,19 mm, při zatížení (240 ± 9,6) N [(24,5 ± 0,98) kgf] by měla být 32 mm a při zatížení (550 ± 27,5) N [( 56,1 ± 2,8) kgf] - 24 mm.
Ventily jsou ovládány vačkami vačkových hřídelů prostřednictvím válcových hydraulických tlačníků umístěných ve vodicích otvorech hlavy válců podél osy otvorů ventilů. Hydraulické tlačné prvky automaticky eliminují ventilovou vůli, takže není potřeba kontrolovat a nastavovat ventilovou vůli při servisu vozidla.
Video (kliknutím přehrajete).
4.23. Odpružení pohonné jednotky s motorem mod. 2112: 1 - držák na pravém podélníku karoserie; 2 - spodní omezovač polštáře; 3 - polštář pravé podpěry; 4 - horní omezovač polštáře; 5 - upevňovací matice polštáře; 6 - distanční podložka; 7 - upevňovací matice podpěry; 8 - pravá nosná konzola; 9 - zadní opěrná tyč; 10 - zadní nosná konzola; 11 - polštář levé podpěry; 12 - matice s podložkou; 13 - levá nosná konzola; 14 - přední nosná konzola; 15 - bar přední podpěry
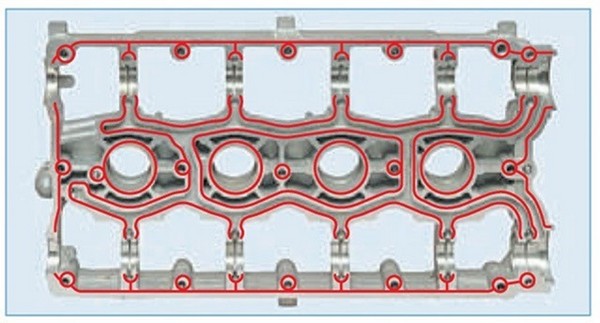
Olej pro provoz hydraulických tlačníků je přiváděn z mazacího systému svislým kanálem v bloku válců do kanálu v hlavě válce kolem 5. upevňovacího šroubu (viz obr. 4.23) a poté horními kanály vytvořenými na spodním rovina ložiskové skříně. Stejnými kanály je přiváděn olej pro mazání čepů vačkového hřídele. Ve svislém kanálu hlavy válců je umístěn zpětný kulový ventil, který zabraňuje vytékání oleje z horních kanálů po zastavení motoru.
K pohonu ventilů se používají dva vačkové hřídele: sací a výfukový. Hřídele jsou odlity z litiny a opatřeny pěti ložiskovými čepy, které se otáčejí v sedlech vytvořených v hlavě válců a v jednom společném pouzdru ložiska vačkového hřídele. Pro zvýšení odolnosti proti opotřebení jsou pracovní plochy vaček a čepu pro olejové těsnění běleny. Pro odlišení sacího vačkového hřídele od výfukového vačkového hřídele je na sacím hřídeli poblíž první podpěry umístěn výrazný pásek A.
Hřídele jsou drženy proti axiálním pohybům přítlačnými kroužky umístěnými na obou stranách přední podpěry. Přední konce vačkových hřídelů jsou utěsněny samoutahovacími pryžovými těsněními.Zadní otvory umístěné podél osy hřídelů v hlavě válců a ložiskové skříni jsou uzavřeny pogumovanými zátkami.
Kontrola technického stavu a oprava hlavy válců jsou obdobné jako u motoru mod. 2110.
Budete potřebovat: zařízení na stlačení ventilových pružin, nástroj na vylisování a trn pro zalisování těsnění dříku ventilu, nástrčný klíč "10", šestihran "10", šroubovák, pinzetu.
1. Demontujte hlavu válců z motoru (viz "Demontáž hlavy válců na vozidle").
2. Odšroubujte snímač teploty chladicí kapaliny ze zadního konce hlavy bloku.
3. Odšroubujte snímač výstražné kontrolky poklesu tlaku oleje z pouzdra ložiska vačkového hřídele.
4. Demontujte dva montážní šrouby a sejměte držák palivového potrubí.
5. Demontujte vodicí trubky zapalovacích svíček z vývrtů hlavy válců a ložiska vačkového hřídele.
9. Demontujte vačkové hřídele z podpěr hlavy válců a odstraňte olejová těsnění z jejich předních konců.
10. Vyjměte hydraulické tlačné ventily z otvorů v hlavě válců.
11. Odstraňte krekry z pružinových desek stlačením ventilových pružin pomocí nástroje.
12. Odstraňte pružiny s kapsami.
13. Otočte hlavu válců a sejměte ventily z její spodní strany.
14. Odstraňte těsnění dříku ventilu z vodicích pouzder.
15. a pružinové podložky.
16. Před opětovnou montáží očistěte hlavu válců a ložisková pouzdra od zbytků starého tmelu, nečistot a oleje.
17. Nainstalujte pružné podložky.
18. Namažte ventily, otvory pro hydraulická zdvihátka, otvory pro vedení ventilů a nová těsnění dříků ventilů motorovým olejem (stará těsnění nelze použít).
19. Pomocí trnu přitlačte čepičky na vodicí pouzdra.
20. Vložte ventily do vodicích pouzder, nainstalujte pružiny a talíře pružin.
21. Stisknutím pružin pomocí zařízení nainstalujte závlačky ventilů.
22. Vložte hydraulické tlačné ventily do otvorů v hlavě válců.
23. Namažte ložiskové čepy a vačky vačkových hřídelů motorovým olejem a umístěte je do podpěr hlavy válců.
24. Na povrch hlavy válců lícující s pouzdrem ložiska vačkového hřídele naneste těsnicí prostředek Loctite-574 ve formě svazku o průměru 2 mm, jak je znázorněno na fotografii.
25. Namontujte pouzdro ložiska a utáhněte šrouby jeho upevnění rovnoměrně do kříže, počínaje středními podpěrami.
26. Nalisujte nová těsnění vačkového hřídele trnem (jako trn můžete použít hlavu ze sady nářadí nebo kus trubky vhodného průměru) po předchozím namazání motorovým olejem.
27. Zatlačte zátky na druhé straně hlavy válců.
28. Nasaďte O-kroužky na vodicí trubky zapalovacích svíček a namažte je motorovým olejem.
29. Nainstalujte vodicí trubky do otvorů v pouzdrech hlavy válců a ložisek vačkového hřídele.
30. Našroubujte snímač teploty chladicí kapaliny do hlavy válců.
31. Našroubujte snímač výstražné kontrolky poklesu tlaku oleje do pouzdra ložiska vačkového hřídele.
32. Nainstalujte držák palivového potrubí na hlavu válců.
Referenční příručka pro údržbu vozů VAZ, LADA 110.
Seřízení zapalování 2110. Komprese motoru VAZ 2112, imobilizér pro VAZ 2111. Víko ventilů VAZ 2112, těsnění bloku válců VAZ video. Náklady na generátor pro vaz. výměna pojistek VAZ 2112, provedení olejového jímače VAZ 2112. Továrně doporučený olej v krabici VAZ 2112. Výměna vodní pumpy (čerpadla) VAZ 2112.Výměna těsnění dříku ventilu VAZ 2110.
Vozy rodiny VAZ-2112 byly vyrobeny s jedním ze dvou 16ventilových motorů - 21124 a 21120. Pracovní objem těchto motorů je odlišný a používá se pouze jedna část zvaná "hlava válce" - je označena čísly 2112 -1003011. Proslýchá se, že hlava válců z motoru 21120 nesedí na 24. motor, ale zpětná výměna je možná. V katalogu dílů je však pouze jeden SKU a pasuje na dva motory najednou. Dále se zvažuje, jaké akce k opravě hlavy válců VAZ-2112 můžeme provést sami. Budeme se bavit pouze o 16ventilových ventilech.
Příklad demontáže je na videu. Díváme se.
Nejprve, abyste se dostali k hlavě válců, musíte sejmout kryt hlavy válců. U různých 16ventilových ventilů je tato operace odlišná a čísla článků pro kryt také vypadají odlišně: 2112-1003260 (-10) a 21124-1003260.
Kryt ze spalovacího motoru VAZ-21124 (1,6 l)
Rozvodový řemen bude také muset být odstraněn - mezi různými motory nejsou žádné rozdíly.
Zvažte, jak můžete oddělit výfukové potrubí od hlavy válců. Na motoru 21120:
Demontujte výfukové potrubí tlumiče výfuku: odšroubujte dvě matice 1 (klíč "13"), sejměte upínací lištu, odšroubujte šest matic 2 (klíč "14") a demontujte, nezapomeňte vypnout lambda sondu. Na fotografii jsou tři ořechy ze šesti.
Vše důležité je pod obrazovkou
Nyní budeme mluvit o motoru 21124:
Vypínáme obě kyslíková čidla. Odšroubujeme tři matice zajišťující ochrannou clonu (klíč "10") a demontujeme držák odšroubováním čtyř matic klíčem "13".
Jak demontovat montážní držák
Provoz s přídavným tlumičem
Zde jsme uvažovali, že hadice VUT byla odpojena od sacího modulu. Ve finále se na kterémkoli z motorů odšroubují svíčky (hasák "16").
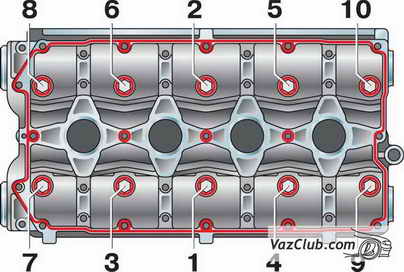
Utahovací momenty upevňovacích šroubů jsou uvedeny v jiném textu. Obecně platí, že u hatchbacků VAZ-2112 začínají opravy hlavy válců výměnou „protáhlých“ šroubů za nové. Délka musí být 95 mm nebo méně.
Postup pro povolení (vlevo) a utažení upevňovacích šroubů
Vezmou si široké ocelové pravítko a zkontrolují:
Měření se provádějí podél každé z úhlopříček. Použijte sadu sond.
Chcete-li odstranit jakýkoli ventil, budete muset odstranit vačkový hřídel. Všechny šrouby na pouzdru ložiska musí být vyšroubovány rovnoměrně a utaženy silou 10 N * m. Hydraulický kompenzátor lze vyjmout magnetem a následně se ventil vysuší stlačením pružiny stahovákem (viz foto).
Ve ventilových průchodech mohou být přítomny uhlíkové usazeniny. Čistí se:
Plochý šroubovák;
Brusná plsť.
Lapování se provádí následovně: na ventil se nasadí pryžová trubka, nanese se pasta s diamantovými úlomky (jedna kapka), poté se ventil zatlačí do kanálu a posune se. Bude možné vyměnit těsnění dříku ventilu (2112-1007026). Bez speciálního stahováku se neobejdete.
U jakéhokoli automobilu, včetně VAZ-2112, je oprava hlavy válců omezena na čištění a kontrolu a také na opravu defektů geometrie. V druhém případě mluvíme o frézování. Přítomnost prasklin a třísek je důvodem k výměně, nikoli k opravě.
Vypálený ventil je okamžitě vidět.
Jeden ventil ve válci 2 vyhořel
Usazeniny uhlíku byly nalezeny v každém ventilovém kanálu.
Usazeniny uhlíku v kanálech hlavy válců
Opravit: čištění všech kanálů, výměna ventilu za lapování. Přímá realizace opravy hlavy válců VAZ 2112 bude vyžadovat několik operací, při kterých je potřeba nějaké speciální vybavení. Doma samozřejmě taková možnost neexistuje a motoristé opotřebované díly jednoduše vymění. Dále zvážíme proces opravy hlavy bloku a některé nuance spojené s touto prací.
Než přistoupíte přímo k procesu opravy hlavy válců, stojí za zmínku, že hlava musí být zcela rozebrána a zakoupeny všechny potřebné náhradní díly. Zvažte proces kompletní generální opravy hlavy válců.
Proces mytí autodílů horkým petrolejem
Aby bylo možné hlavu umýt, musí být zcela rozebrána, to znamená, že jsou demontovány všechny části, které lze snadno vyjmout. Úplné umytí vyžaduje 12 litrů horkého petroleje. V autoservisech se to provádí pomocí spreje, který dodává kapalinu pod tlakem. Všechny nečistoty a zbytky kovových hoblin jsou tedy smyty. Mytí se provádí, dokud není hlava válců zcela čistá.
Proces krimpování hlavy válců
Krimpování je proces, kterým se kontroluje integrita součásti. Krimpování lze provést dvěma způsoby, které jsou v principu podobné. První je uzavřít všechny trhliny a naplnit část vodou. Někde tam protéká nebo protéká voda, pak je narušena celistvost a je potřeba opravit. Druhým způsobem je uzavření všech trhlin a hlava se ponoří do vodného roztoku. Okamžitě bude vidět, kde dochází k odtlakování dílu. Pokud je poškozena celistvost hlavy, je nutné ji obnovit.
Před pokračováním ve zbytku generální opravy je nutné demontovat sedla ventilů. V lepším případě se snadno vyklepou ze sedačky a pokud ne, pak budete muset použít ruskou vynalézavost.
Co když tedy sedla ventilů nejsou vyklepaná? Řešení je jednoduché. Je nutné k nim přivařit trubku tak, aby pracovní konec procházel kanálem vodícího pouzdra a vyrážel, dokud se sedlo nesundá z přistávacího držáku. Samozřejmě se mohou na sedlovém kroužku sedla vytvořit praskliny nebo se kus odlomit. Po dokončení postupu je nutné místo prohlédnout a případně svařit argonovým svařováním.
Oprava hlavy válců se často neobejde bez kontroly roviny. To lze provést kontaktováním autoservisu, který má zkušební stanoviště, nebo požádáním souseda v garáži o speciální pravítko pro měření roviny hlavy válců.
Měření deformace roviny hlavy válců pomocí kovového pravítka a sondy
Důležité! Doporučuje se dát takové hlavy bloků do autoservisu s patřičným vybavením, protože pouze tam budou schopni změřit rovinu a brousit ji na požadovanou velikost.
Pokud je tedy na hlavě bloku deformace nebo má rovina průhyb, tak se musí obrousit. Tato operace se provádí na speciálním stroji pro broušení ploch. Obvykle se opraváři doporučuje, aby neodstraňoval více než 10 mm tloušťky. Zvažte možné možnosti broušení hlavy válců podle rozměru:
Oprava 1 - 1-2,5 mm;
Oprava 2 - 2,5-5 mm;
Oprava 3 - 5-7,5 mm;
Oprava 4 - 10 mm - maximální přípustná hodnota pro broušení GBU VAZ 2112.
Proces broušení povrchu hlavy válců
Poznámka! Pokud odstraníte tloušťku roviny větší než 10 mm, může to vést k nesprávné činnosti rozvodového mechanismu, ztrátě výkonu a zvýšení spotřeby paliva.
Argonové svařování je svářečské práce, které se provádějí na hliníku. K tomu se používá speciální plyn - argon. Aby se odstranily praskliny a vady svaru v sedlech ventilových sedel, je nutné je svařit a poté provést frézovací práce na speciálním zařízení.
Proces opravy prasklin v hlavě válců pomocí argonového svařování
Po provedení svařovacích a frézovacích prací je nutné povrch uvést do připravenosti. K tomu je hlava válců umístěna na speciálním stojanu, kde je povrch leštěn speciální pastou vyráběnou ABRO nebo jejími analogy. To je nezbytné, aby povrch neměl drsnost. Po dokončení tohoto postupu je nutné díl znovu omýt od kovových třísek a zbytků pracovního materiálu.
Nejlepší je sestavit hlavu válců na speciálním stojanu.
Když je hlava bloku zpracována a umyta, můžete přistoupit přímo k její montáži. Předtím však musíte provést přípravné práce. Zvažme postupně všechny fáze montáže:
Skříň hlavy válců je instalována ve speciální topné peci.
Mezitím se provedou měření sedla ventilu k sedlu, rozloží se vodicí pouzdra.
Když je hlava válce horká, vyjme se z trouby. Za tepla jsou instalována sedla ventilů.
Na speciálním stojanu se zkosení ventilu zpracovává
Kroky procesu smršťování sedla ventilu
Proces lapování ventilů
Provádí se tedy generální oprava hlavy válců 16ventilového motoru VAZ 2112. Tento proces bude trvat 1-2 dny v autoservisu, ale motorista může trávit mnohem více času ve své garáži, protože chybí nástroje ovlivní. Proto se doporučuje opravit hlavu válců v autoservisech, kde se vše udělá mnohem rychleji a lépe. To samozřejmě zasáhne kapsu, protože vysoce kvalitní a generální oprava této části bude stát v průměru asi 7 000–10 000 rublů. spolu s náhradními díly.