Vlastní oprava svařovacího hořáku pro poloautomatické zařízení
Podrobně: Vlastní oprava svařovacího hořáku pro poloautomatické zařízení od skutečného mistra pro web my.housecope.com.
0
poipoi 9. srpna 2011
Je zde funkční poloautomatické zařízení s velmi ošuntělým hořákem (+ plynový jed) hořák není odnímatelný - objímkou jde do hloubky těla. je možné vyměnit hořák svépomocí? Je nutné stejně hledat hořák? nebo můžete přišroubovat někoho, kdo dodržuje průměr drátu?
přístroj TELWIN TELMIG 130 takový
0
budia 22. ledna 2012
1
copich 30. ledna 2012
Je zde funkční poloautomatické zařízení s velmi ošuntělým hořákem (+ plynový jed) hořák není odnímatelný - objímkou jde do hloubky těla. je možné vyměnit hořák svépomocí?
Nejprve kontaktujte servis, ať vám řekne, kolik to stojí samostatně. Proč dávat něco na lepidlo a trysky!? A můžete to změnit sami, nebo vám ruce vyrostly ze správného místa. Protože někteří nedokážou držet v ruce ani šroubovák. A nemohou vůbec vyměnit hořák.
Svařovací poloautomatický stroj je poměrně oblíbeným zařízením mezi profesionálními a domácími řemeslníky, zejména těmi, kteří se zabývají opravami karoserií. Tuto jednotku lze zakoupit již hotovou. Mnoho majitelů invertorových svařovacích strojů se však ptá: je možné přeměnit invertor na poloautomatické zařízení, aby si nekoupil další svářečku? Vyrobit poloautomatické zařízení z invertoru vlastními rukama je poměrně obtížný úkol, ale se silnou touhou je to docela možné.
K sestavení jednotky budete potřebovat následující prvky:
invertorový svařovací stroj;
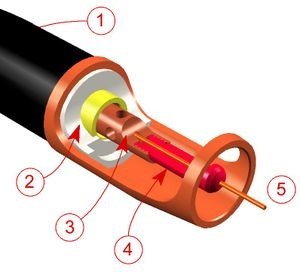
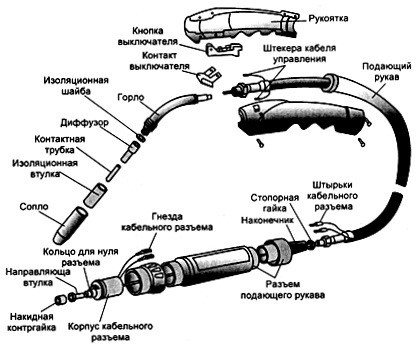
hořák a také speciální ohebná hadice, uvnitř které je plynovod, vedení drátu, napájecí kabel a elektrický ovládací kabel;
mechanismus pro rovnoměrné automatické podávání drátu;
řídicí modul, stejně jako regulátor otáček motoru (PWM regulátor);
válec s ochranným plynem (oxid uhličitý);
solenoidový ventil pro odpojení plynu;
cívka s elektrodovým drátem.
Video (kliknutím přehrajete).
Pro sestavení podomácku vyrobeného poloautomatického zařízení ze svařovacího invertoru musí tento generovat svařovací proud minimálně 150 A.
Ale o tom později. Nejprve je třeba vyrobit mechanickou část poloautomatického zařízení, konkrétně podavač drátu.
Vzhledem k tomu, že krmítko bude umístěno v samostatném boxu, je pro tento účel ideální. případ z počítačového systému... Navíc není potřeba vyhazovat napájecí zdroj. Lze jej přizpůsobit práci protahovacího mechanismu.
Nejprve je třeba změřit průměr cívky drátu nebo nakreslením na papír vystřihnout kruh a vložit jej do pouzdra. Kolem cívky by měl být dostatek místa pro umístění dalších součástí (napájení, hadice a podavač drátu).
Zařízení pro stahování drátu je vyrobeno z mechanismu stěrače automobilu. Je potřeba pro něj navrhnout rám, který pojme i přítlačné kladky. Rozvržení musí být nakresleno na silný papír ve skutečném měřítku.
Podavač by měl být instalován v krytu tak, aby byl konektor na vhodném místě.
Aby se drát podával rovnoměrně, musí být všechny komponenty zajištěny přesně proti sobě. Válečky musí být vystředěny vzhledem ke vstupnímu otvoru umístěnému v přípojce hadice.
Jako válečková vodítka můžete použijte ložiska vhodného průměru. Na nich je pomocí soustruhu obrobena malá drážka, po které se bude drát elektrody pohybovat. Pro tělo mechanismu můžete použít 6mm překližku, textolit nebo odolnou plastovou fólii. Všechny prvky jsou připevněny k základně, jak je znázorněno na následující fotografii.
Primární vedení drátu je axiálně vrtaný šroub... Výsledkem je jakýsi drátěný extrudér. Na vstupu armatury je nasazena pružinová vložka (pro tuhost).
Pružině jsou zatíženy i tyče, na kterých jsou válečky upevněny. Upínací síla se nastavuje pomocí šroubu umístěného dole, ke kterému je připevněna pružina.
Základna pro zajištění cívky lze vyrobit z malého kousku překližky nebo PCB a vyříznout plastovou trubku vhodného průměru.
Dále musí být všechny součásti úhledně umístěny v pouzdře.
Pro dosažení dobré kvality svaru při svařování je nutné podávat drát definovanou a konstantní rychlostí. Vzhledem k tomu, že motor ze stěrače je zodpovědný za rychlost posuvu soupravy, je zapotřebí zařízení, které může měnit rychlost otáčení jeho kotvy. K tomu je vhodné hotové řešení, které lze zakoupit i v Číně a je tzv PWM regulátor.
Níže je schéma, ze kterého je zřejmé, jak je regulátor otáček připojen k motoru. Regulátor ovladače s digitálním displejem je zobrazen na předním panelu skříně.
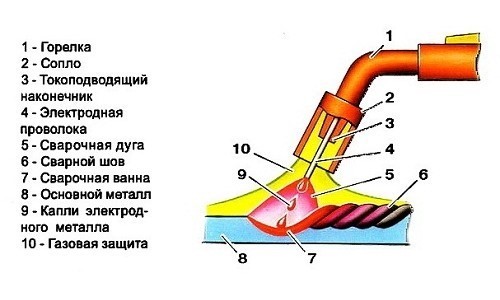
Dále je třeba nainstalovat relé ovládání plynového ventilu... Bude také ovládat startování motoru. Všechny tyto prvky je nutné aktivovat stisknutím spouštěcího tlačítka umístěného na rukojeti svítilny. V tomto případě by měl přívod plynu do svařovacího místa předstihnout (asi o 2-3 sekundy) začátek podávání drátu. Jinak se oblouk vznítí v okolním vzduchu a ne v prostředí ochranného plynu, což způsobí roztavení drátu elektrody.
Zpožďovací relé pro domácí poloautomatické zařízení lze sestavit na základě 815. tranzistoru a kondenzátoru... Chcete-li získat pauzu 2 sekundy, bude stačit kondenzátor 200-2500 uF.
Solenoidový uzavírací ventil se umístí na libovolné místo, kde nebude překážet provozu pohyblivých částí, a zapojí se do obvodu podle schématu. Můžete použít vzduchový ventil z GAZ 24 nebo si koupit speciální určený pro poloautomatická zařízení. Ventil je zodpovědný za automatický přívod ochranného plynu do hořáku. Zapíná se po stisknutí tlačítka start umístěného na poloautomatickém hořáku. Přítomnost tohoto prvku výrazně šetří spotřebu plynu.
Dále po instalaci všech jednotek do skříně bude nástavec na invertor pro poloautomatické svařování připraven k provozu.
Ale jak již bylo uvedeno, charakteristiky proudového napětí (VAC) měniče nejsou vhodné pro plnohodnotný provoz poloautomatického zařízení. Proto, aby poloautomatické zařízení pracovalo v tandemu s měničem, jsou nutné drobné změny v jeho elektrickém obvodu.
Existuje mnoho obvodů pro změnu I-V charakteristiky měniče, ale nejjednodušší způsob, jak to udělat, je následující:
sestavit zařízení pomocí fluorescenční světelná tlumivka podle níže uvedeného schématu;
pro připojení sestaveného zařízení budete muset sestavit další blok podle následujícího schématu;
aby čidlo přehřátí na měniči nefungovalo, je třeba k němu (paralelně) připájet optočlen, jak je znázorněno na následujícím schématu.
Ale pokud dojde ke kontrole svařovacího proudu ve střídači se zkratem, pak můžete sestavit jednoduchý obvod ze tří rezistorů a přepínače režimu, jak je znázorněno níže.
Výsledkem je, že přeměna svařovacího invertoru na poloautomatické zařízení bude stát 3krát levnější než hotová jednotka. Ale samozřejmě, pro vlastní montáž zařízení, budete muset mít určité znalosti v modelu rádia.
Svařovací poloautomatická zařízení jsou jednoduché a spolehlivé konstrukce. Nic ale není věčné, i ty nejkvalitnější mechanismy mohou selhat, důvodem může být především porušení provozního řádu.
Poloautomatické svařovací zařízení.
Nejčastěji se poruchy poloautomatického svařovacího stroje vyskytují v nejslabších místech zařízení. V tomto mechanismu je takovým místem značkový blok, ke kterému je připojena svařovací kabeláž. Při špatném kontaktu v kombinaci se zvýšenými hodnotami svařovacího proudu může docházet k přehřívání spojů a k nim připojených kabelů. To povede ke zničení spoje, následně dojde k vypálení izolační vrstvy na koncích vinutí a může dojít ke zkratu.
V tomto případě jsou topné spoje vytříděny, kontakty a svorky jsou vyčištěny, aby se vytvořilo dobré usazení kontaktů všech prvků. Mohou se objevit i jiné poruchy.
Práce svařovacího poloautomatu.
V této situaci dojde při připojení k síti k samovolnému vypnutí, protože se spustí ochranný prvek. K takovým problémům dochází nejčastěji při uzavírání vysokonapěťového obvodu. Obvykle jsou uzavřeny vodiče a pouzdro nebo samotné vedení. Ochrana může být spuštěna v důsledku zkratu mezi závity cívky nebo prvky magnetického obvodu.
Pokud jsou nutné opravy, odpojte svařovací stroj od sítě, najděte zdroj problému a opravte jej - může to být obnovení izolace, výměna kondenzátoru a další možné poruchy.
Tento druh problému je nejčastěji doprovázen přehříváním zařízení. Může to být několik faktorů:
šrouby, které utahují magneticky vodivé prvky, jsou povoleny;
zlomení v upevnění jádra nebo v mechanismu pro pohyb cívek;
přetížení zařízení (svařovací stroj pracoval poměrně dlouho, ukazatele nejvyššího proudu, velký průřez elektrody).
Zařízení může hodně hučet, i když jsou zkratovány svařovací kabely nebo prvky magnetického obvodu. Při vzniku takové poruchy je nutné zkontrolovat všechny upevňovací prvky a v případě potřeby je dotáhnout, odstranit poruchy v mechanismu upevnění jádra, je nutné zkontrolovat a izolovat svařovací kabely.
Poloautomatické hořákové zařízení.
Nejčastěji k takovým porušením dochází z nedodržování provozních pravidel - nastavení svařovacího proudu překračuje povolené normy, používají se příliš velké elektrody a doba provozu (bez nutného přerušení) svařovacího stroje je také narušena. Pokud se takové problémy vyskytnou, je nutné dodržet režim přijatelný pro toto zařízení a také zařízení chladit a dát si pauzu v práci.
Nadměrné přehřátí vede ke zkratům závitů vinutí cívek - to je důsledek spálení izolační vrstvy, což vede dokonce ke kouři. Toto je považováno za nejzávažnější poruchu, při které může zařízení vyhořet. Pokud k tomu dojde, je nutné obnovit izolační vrstvu vedení v cívkách, ale stává se, že se bez úplného převinutí neobejdete. Při převíjení je třeba použít drát předchozího úseku a se stejným počtem závitů.
A pokud malý indikátor svařovacího proudu? Tyto poruchy jsou spojeny s poklesem napětí v napájecích sítích nebo s poruchou regulátoru, který dodává proud do zařízení.
Není-li proud svářečky regulován, pak k podobnému problému dochází při poruše mechanické regulace proudu.
Regulátory v každém modelu mají jinou modifikaci. Problémy se nejčastěji vyskytují ve šroubech regulátoru, v upínacích prvcích, při nerovnoměrném pohybu sekundárních cívek, při zkratu tlumivky, dále s pronikáním nečistot nebo cizích předmětů.V tomto případě musí být plášť odstraněn a je nutné provést studii všech kontrolních mechanismů.
Samovolné přerušení oblouku bez možnosti obnovení práce. Při takové poruše se místo oblouku objevují pouze jiskry. K tomu dojde, pokud dojde k poruše vysokonapěťového vinutí, v důsledku zkratu svařovacích drátů, pokud je přerušeno připojení vodičů ke svorkám zařízení.
Nadměrný odběr proudu v síti bez zátěže. Takový problém může nastat v důsledku zkratu závitů vinutí, který lze odstranit obnovením izolace nebo úplnou výměnou vinutí na svařovací cívce.