
Podrobně: oprava páru pístů svépomocí od skutečného mistra pro web my.housecope.com.
Použití: obnova opotřebovaných povrchů přesných dílů, jako jsou páry plunžrů vysokotlakých palivových čerpadel. Podstata vynálezu: na opotřebovaném plunžru jsou opěrné plochy vytvořeny ve formě válcových pásů, umístěných rovnoměrně podél osy plunžru, a uzavřených pásů po obvodech odříznutých drážek. Šířka pásů a pásů se volí v rozmezí 3-4 mm s jejich celkovou plochou 46-56% plochy plunžru. Nosné plochy jsou tvořeny elektroerozivním nanášením dvouvrstvého povlaku s plastickou deformací povrchu první vrstvy povlaku, např. otěruvzdorné od VK 8, před nanesením druhé vrstvy antifrikčního materiálu např. provádí se měděno-grafitovou elektrodou, po nanesení se píst otírá v litinovém klínu s přídavkem brusné těstoviny. Obnovený pár se použije místo nového. 1 nemocný.
Způsob elektroerozivní obnovy opotřebených povrchů přesných dílů Vynález se týká způsobu elektroerozivní obnovy opotřebených povrchů přesných dílů a lze jej použít ve strojírenství a opravách strojů pro obnovu párů plunžrů vysokotlakých palivových čerpadel (HPP).
Je známý způsob obnovy pracovního profilu dílů pracujících v podmínkách nerovnoměrného opotřebení, podle kterého je na pracovní plochu profilu dílů předběžně nanesena ochranná vrstva, jejíž tloušťka je pro zvolený typ omezující. elektroerozivní režim (av.c. CCCP N 698746, třída B 23 N 9/00, 1979).
Nevýhodou této metody je, že maximální tloušťka vrstvy pro zvolený elektroerozivní mód je charakterizována koncentrací defektů a zbytkových tahových napětí, což je nežádoucí při spojování dílů přesných párů.
| Video (kliknutím přehrajete). |
Nejblíže navrhovanému technickému řešení je způsob obnovy párů plunžrů včetně vytvoření opěrné plochy na plunžru ve formě válcových pásů s aplikací antifrikčního povlaku (vyd. N 1715864, C 21 D 1 /78, 1992).
Známý způsob neposkytuje úplné obnovení životnosti a provozních parametrů dvojice plunžrů.
Základem vynálezu je úkol implementovat takový způsob, který by zvýšil zdroje dvojice pístů, zintenzivnil v čase proces záběhu dosedacích ploch zlepšením kvality náhrady.
Problém je vyřešen tím, že u způsobu obnovy dvojice plunžrů, včetně vytvoření nosné plochy na plunžru ve formě válcových pásů s aplikací antifrikčního povlaku, je podle vynálezu válcový pásy jsou uspořádány rovnoměrně podél osy plunžru a tvoří další nosné plochy ve formě uzavřených pásů podél obvodů odříznutých drážek, přičemž šířka pásů a válcových pásů se volí v rozmezí 3-4 mm s jejich celkovým počtem ploše 46-56 % plochy povrchu pístu, nosné plochy jsou tvořeny elektroerozivním nanášením dvouvrstvého povlaku s plastickou deformací povrchu první povlakové vrstvy před nanesením druhé, antifrikční.
Výhody použitého způsobu spočívají v tom, že nanesení spodní vrstvy povlaku z materiálu odolného proti opotřebení a horní vrstvy z antifrikčního materiálu poskytuje nejen vysokou odolnost proti opotřebení, ale také dobré broušení a záběh; Povrchová plastická úprava spodní vrstvy před nanesením horní vrstvy zajišťuje dobrou přilnavost vrstvy k podkladu, změnu vnitřních tahových napětí na vnitřní tlaková napětí a rovnoměrné rozložení tloušťky nátěrové vrstvy.
Aplikace povlaku ve formě rovnoměrně rozmístěných pruhů a po obvodu vyřezávané drážky zajišťuje vytvoření mikroprohlubní, které svým určením odpovídají labyrintovým těsněním.
Hodnoty oblasti pokrytí v rozmezí 46–56 % celkové plochy zotavení s šířkou povlakového pruhu 3–4 mm jsou stanoveny dodatečnými experimentálními studiemi a poskytují dostatečnou velikost nosné plochy a těsnost páru pístů. .
Výkres ukazuje celkový pohled na sestavený pár plunžrů, obnovený nárokovaným způsobem. Pár plunžrů obsahuje: plunžr 1, objímku plunžru 2, vyřezávané drážky 3, axiální otvor v plunžru 4, diametrální otvor v plunžru 5, vstupní otvor v objímce 6, obtokový otvor v objímce 7, povlak pracovní plochy plunžru sestávající z nižšího opotřebení -odolná vrstva 8 a horní kluzná vrstva 9.
Příklad konkrétní implementace metody.
Na opotřebené plunžry vysokotlakého palivového čerpadla dieselových motorů KamAZ-740 z oceli ShKh15 v místech nad řeznou drážkou, pod řeznou drážkou, podél okrajů řezu byl nanesen povlak odolný proti opotřebení. -vypínací drážka s legovací elektrodou odolnou proti opotřebení z materiálu VK8 v následujících režimech: proud I 0,8A, frekvence proudu f 200 Hz, doba dotování 
= 1 min / cm 2 s vytvořením povlaku o šířce 3-4 mm a celkové ploše vytvořeného povlaku Fsp. 46-56 % plochy zotavení plunžru s rovnoměrným uspořádáním povlakových pásů na obnoveném povrchu.
Po nanesení nátěru jsou obnovené povrchy plunžru ošetřeny speciálním tříválcovým běžcem s válcovací silou 100 kgf. Překrytí stejných oblastí se provádí antifrikční legovací měděno-grafitovou elektrodou při I 1,2A, f 200 Hz,
= 1 min / cm2 ..
Po zvětšení vnějšího průměru plunžru v úsecích 8, 9 se tento otírá v litinové vrstvě s přidáním brusné pasty a poté ve spojení s plunžrovým pouzdrem 2 s brusnou pastou. Poté se takto obnovený pár pístů použije místo nového.
Studie na zjištění závislosti doby provozu v hodinách obnoveného páru plunžrů při zajištění provozní zásoby paliva na šířce pásu vytvořeného povlaku byla provedena na speciálním stojanu STAR-12F pro cyklickou dodávku paliva při zajištění životnost minimálně 2500 hod. nátěry od 3 mm a více, je zajištěn stabilní provoz. Omezení maximální šířky pásu vozovky na 4 mm je dáno ekonomickou proveditelností.
Studie k určení závislosti provozní doby v hodinách obnoveného páru pístů při zachování šířky povlakového pásu 3-4 mm a zajištění provozní zásoby paliva v závislosti na poměru celkové plochy vytvořeného povlaku (Fcoating ) do prostoru obnovy plunžru (Fplunger) byla provedena na speciálním stojanu STAR -12F pro cyklický přívod paliva při zajištění životnosti minimálně 3000 hodin vytvořených povlakových pásů 3-4 mm při jejich jednotném uspořádání na povrch, který má být opraven a odpovídá zdroji nového páru pístů.
Způsob obnovy páru plunžrů, při kterém vytvoření nosné plochy na plunžru ve formě válcových pásů zahrnuje nanesení povlaku proti tření, vyznačující se tím, že válcové pásy jsou uspořádány rovnoměrně podél osy pístu. a tvoří další nosné plochy ve formě uzavřených pásů podél obvodů odříznutých drážek, přičemž šířka pásů a válcových pásů se volí v rozmezí 3-4 mm s jejich celkovou plochou 46 až 56 % plochy povrchu pístu Nosné plochy jsou tvořeny elektroerozivním nanášením dvouvrstvého povlaku s plastickou deformací povrchu první povlakové vrstvy před nanesením druhé, antifrikční.

Začněme tím nejmenším, co je to píst? Plunžr je druh pístu, který je vyroben ve formě válce, jeho délka přesahuje jeho průměr. V dieselových vozidlech a palivových zařízeních se rozšířily takzvané plunžrové páry. Pár pístů se skládá z pístu a pouzdra.
Dvojice plunžrů je jednou z hlavních částí vysokotlakého palivového čerpadla nebo zkráceně vstřikovacího čerpadla. Vysokotlaké palivové čerpadlo označuje a dodává potřebnou porci paliva ve správný čas do motoru. Ten ji také dodává pod určitým tlakem a je přiváděn do válců motoru. Aby se zabránilo úniku paliva při vysokém tlaku mezerou mezi pouzdrem a pístem, je mezera velmi malá, pouze 1-3 mikrony. Plunžr a objímka jsou vyrobeny z vysoce pevné oceli, kalené na vysokou pevnost, výsledkem je přesná, vysoce kvalitní dvojice dílů, které nelze jednotlivě měnit.
Pro páry plunžrů je přítomnost vody v motorové naftě destruktivní, protože když se dostane do mezery přesných dílů, palivový film, který maže pár na třecích plochách, se rozbije a plunžr běží nějakou dobu bez mazání. V důsledku toho se na površích tvoří takzvané „záchvaty“, v důsledku čehož dochází k jejich zaseknutí. No, samotné vnikání vody je známo odkud, je to nekvalitní motorová nafta a voda také přispívá ke korozi vložky a plunžru, což vede k okamžité opravě plunžrů.
Kromě vody také poměrně často vznikají problémy v důsledku vnikání mikroskopických prachových částic do paliva, funguje jako abrazivní nástroj a také poškozuje dvojici pístů v čerpadle. V důsledku vnikání různých nečistot do mechanismu dvojice plunžrů také dochází k zaseknutí a narušení čerpadla a motoru automobilu, to vše vede k opravám.
Dvojice plunžrů vysokotlakého čerpadla je vysoce přesný mechanismus a aby nedošlo k jeho selhání, je nutné pravidelně provádět diagnostiku dvojice plunžrů a používat kvalitní palivo.
Pro diagnostiku páru pístů vysokotlakého čerpadla je nutné mít speciální zařízení, které vám umožní zkontrolovat stupeň opotřebení a výrobu páru pístů a teprve poté jej v případě potřeby vyměnit za nový nebo obnovit . Oprava dvojice pístů spočívá v kompletní obnově geometrických parametrů objímky a pístu samotného. Pouzdro je repasováno mechanickým opracováním. Píst se opraví nanesením tvrdého chromu odolného proti opotřebení. Sám v garáži bez vybavení, tzn. řemeslným způsobem je nemožné písty opravit.
Zaregistrujte se a získejte účet. Je to jednoduché!
Již zaregistrované? Přihlaste se zde.

Dobrý den, vážení uživatelé fóra!
Otázka / problém tohoto druhu.
Hyundai Terracan 2.9 crdi, chladící kapalina odjela, vozil auto do servisu, jsou tam "specialisté" (abych řekl pravdu, město je malé a specialisté na
Nemáme skoro žádný Hyundai) řekli, že netěsnost je způsobena čerpadlem, čerpadlo bylo vyměněno, s autem často nejezdíme, takže až po pár měsících
všimli, že problém není vyčerpán a chladicí kapalina stále mizí a musíte doplnit. Odjeli do jiného servisu, řekli, že netěsnost vychází z „předního krytu motoru“ a je nutné vyměnit těsnění, které se „čas od času vymačkalo / sešlo“. ), s ohledem na to a to, že servis neví, zda je nutné demontovat motor (zatím takovou práci nedělali), mám následující dotazy.
1. Musím při výměně tohoto těsnění „pod předním krytem motoru“ demontovat motor, nebo jej lze vyměnit bez jeho odstranění?
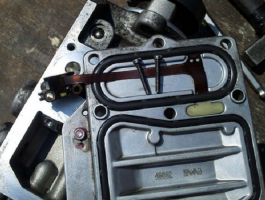
Pokud jsem správně pochopil průvodce - který mi vysvětloval, zdá se, že „zavírá“ okna chladicího systému a je buď pod čerpadlem nebo kolem něj. - (Koupil jsem podporované auto, nedávno, takže je slabé na jejich opravu a další věci)
2. Dá se koupit a prodává se samostatně?
Nebo si koupíte sadu a vyměníte vše, nebo vezmete sadu a změníte pouze jednu? - doporučili koupit originální stavebnici, je mnohem lepší než „neoriginální“?
3.Pokud tomu dobře rozumím, je velká pravděpodobnost, že staré čerpadlo je v pořádku, a je celkem funkční, vizuální kontrolou to mohu nějak určit, nebo se jen zeptat odborníka?
ps. Předem děkuji za odpovědi, pokud jsem nějaké téma založil nějak špatně, nebo ve špatné sekci, omlouvám se administraci a pokud možno upravím/přesunu do požadovaného.
ps2. Na internetu se objevila žádost o přebal, je to ona?
Poprvé píši do fóra, prosím, abyste reagovali s prosbou na nového (nezkušeného) majitele Terrika a odpustili mu neznalosti technické části!
Problém začal s příchodem tepla, slyšel jsem, že se v zadní části auta objevil nový zvuk (nejprve jsem hřešil na gumu), ukázalo se, že ne.
Přišel jsem do oficiálního servisu, pán zvedl auto, řekl, že na výměnu poloosových ložisek, které jsem úspěšně objednal s pomocí fóra (tam mi odmítli vyměnit, protože nemohou zaručit kvalitu opravy s tím, že už mají zlomenou poloosu)
Přihlásil se k výměně v jiné kanceláři. Při nástupu do servisu se ukázalo, že se nejedná o polonápravová ložiska, ale o ložisko hnacího ústrojí zadní nápravy (stopka), rukama zkroutili kardan a pocítili poruchu ložiska.
Chci se vás tedy zeptat, setkali jste se s tímto problémem a máte pravdu ve službě?
Pokud ano, řekněte mi, co se mění paralelně s ložiskem dříku (LSD můstek), jaká jsou katalogová čísla.
připojená sada pro označení plunžru a opravu těsnění pro můj 4JG2. Levý sprej. Mistři říkali, že by se mi hodil od Surf, Delica. Ve skutečnosti to tak nefungovalo.
Musím namazat samotný hřídel goya pastou a urychlit ho?
Plunžry pro tento motor na prodejně 5. Bylo mi doporučeno přivézt staré a vyzvednou. Ten, který je za delikatesu, surf, bighorn 9600, pak na vzestupu 10800, 12000. Můj nejdražší 14500 rublů. Z Japonska to bylo odhadnuto podle desky (v jiném obchodě) - 9600 rublů. Ale zmátl jsem, když prodejce řekl, že jsou na všech 4JG2 stejné.
Co jsou těstoviny Goya? Zabijte píst. Svěřte tento podnik řemeslníkům s normálním stojanem, nedoporučuji vám lézt sami. V Južno-Sachalinsku určitě nejsou žádní řemeslníci. Páry pístů se prodávají již lapované v požadované velikosti - pasta jen zvětší mezeru, tlak klesne a pára půjde do smetí. Například v bratrových službách se před montáží čerpadlo a pára důkladně umyjí, všechny gumičky a měděné podložky v čerpadle (ano, jsou jednorázové), vymění se olejové těsnění, poté smontované čerpadlo „běží“ chvíli na stojanu se měří tlak, startovací „dávka paliva“, probíhá seřizování atd. atd.
A cenovka je asi 7-10 rublů za všechno. Ráno auto odjeli, odpoledne vyzvedli - vymontují/namontují čerpadlo, vymění plunžr, seřídí jako hodinky, případně - vymění rozvodový řemen, těsnění čela, zkontrolují trysky, vymění trysky (vše za příplatek). V těchto penězích je zahrnut pár plunžrů (získáno chromem z podobné pumpy a co říkají odpůrci této metody - sám jsem bruslil 4 roky a ani mě nenapadne do pumpy lézt, jen jsem vyměnil gumičky před měsícem, protože kroužek na spoušti byl opotřebovaný a čerpadlo začalo unikat - 30 minut provozu).
PS: Hlavní je včas vyměnit filtr a nenapouštět solárium neznámého původu.
Technologický proces oprava párů pístů metodou chemického niklování zahrnuje následující operace:
- mytí, kontrola a třídění dílů;
- obrábění plunžrů a pouzder;
- chemické niklování pístů;
- zpracování pístů po prodloužení;
- výběr a vzájemné broušení dílů;
- kontrola a přijímání párů.
Proplachování, kontrola a třídění párů pístů... Kontrola a třídění párů plunžrů spočívá v externí kontrole dílů a zkoušce těsnosti. Zvláštní pozornost by měla být věnována identifikaci koroze. Pokud jsou nalezeny stopy koroze nebo podélné stopy, jsou díly opraveny.Sestavy plunžru s hladkou oběžnou plochou jsou testovány na těsnost. Pístové páry, jejichž hustota je menší než norma, jsou neúplné; písty a objímky se zasílají k opravě.
Plunžrové obrábění... Aby pracovní plocha získala správný geometrický tvar a také se odstranily tahy a rizika, díly jsou podrobeny mechanickému zpracování (předběžné a dokončovací). Předběžné lapování pracovní plochy plunžrů litinovým lapováním se provádí na speciálním dokončovacím vřeteníku nebo soustruhu.
Obrábění rukávů... Obrábění pouzder zahrnuje následující operace:
- předběžné lapování otvoru;
- jemné lapování otvoru;
- lapování koncového povrchu;
- ovládání a řazení dílů do skupin.
Chemické niklování pístů... Povrchy pístu, které nepodléhají chemickému niklování, jsou pokryty tenkou a souvislou vrstvou PVC laku a sušeny v sušárně při teplotě 30-40 °C. Pro zajištění dobré přilnavosti slitiny je povrch dílu je důkladně odmaštěn benzínem a vápenato-hořečnatým vápnem.
Zpracování po sestavení... Je-li to nutné, díly se leští, aby pracovní plocha získala pravidelnější geometrický tvar. Klín by se měl volně pohybovat podél osy pístu při 150-200 ot./min součásti. Při zpracování se doporučuje použít tenkou GOI pastu. Po důkladném opláchnutí v benzínu se díly změří a roztřídí do skupin podle velikosti průměrů pracovních ploch s intervalem 2 mikrony.
Výběr a vzájemné lapování... Po konečném opracování se vyberou plunžry a nasadí se na pouzdra. Píst by měl zapadnout do objímky přibližně na délku běžeckého pásu. Vzájemné broušení dílů se provádí při 150-200 ot./min vřetena. V tomto případě se používá tenká pasta GOI nebo oxidu hlinitého. Pohybujte objímkou po pístu plynule, bez tlaku. Konec zakončení se vyznačuje volnějším pohybem objímky po celé vodicí ploše.
Hotové páry se promývají v benzínu a foukají stlačeným vzduchem.
Kontrola a přijímání dvojic... Kvalita lapovaných ploch se zjišťuje vizuální kontrolou a kontrolou hladkého pohybu pístu v objímce. Pára je poté testována na hustotu.
Lapované povrchy pístu a pouzdra by měly mít rovnoměrný lesk, je povolena přítomnost nejmenších tahů sotva viditelných pro oko.
Po propláchnutí dílů motorovou naftou by se měl plunžr, vysunutý z pouzdra o 40-50 mm, ve svislé poloze vlastní vahou spustit až na doraz proti čelní ploše pouzdra. Nejsou povoleny žádné místní odpory, brzdění a zasekávání pístu v objímce.
Hustota párů plunžrů se určuje tlakovou zkouškou se směsí oleje MT-16P a motorové nafty o viskozitě 10 cm3 při 50 °C.
Páry se testují pod tlakem 300 kg/cm2 při teplotě kapaliny 18-20°C.
Na rýže. 164 je znázorněno zařízení pro krimpování párů plunžrů. Testovací pár je instalován ve speciální odnímatelné objímce 3, ve které je objímka zajištěna šroubem. Odnímatelné pouzdro má drážky pro instalaci plunžru podél úhlu natočení vzhledem k okénkům vložky v poloze maximální dodávky paliva. Sestava průchodky s testovaným párem je instalována v objímce pouzdra 9 zařízení.
Konec objímky je utěsněn lapovanou patou 8 a sevřen šroubem 6 přes tyč 7. Závaží 12 soustavou pák 1 a tlačníku 2 posouvá plunžr nahoru. Páka 5 se používá ke zvednutí nákladu do horní polohy a západka 11 slouží k jeho zajištění. Speciální páka 10 je navržena tak, aby podávala píst dolů při opakovaném testování.
Rýže. 164. Zařízení pro krimpování párů plunžrů.
Pár je testován v následujícím pořadí. Zátěž je upevněna v horní poloze, pouzdro zařízení spolu s plunžrovým lůžkem je instalováno v objímce pouzdra, konec pouzdra je utěsněn a dutina nad plunžrem je vyplněna lisovací směsí, otevírá se ventil 4 potrubí.Potom se západka nákladu uvolní. Při působení zátěže píst stlačuje směs na tlak 300 kg / cmg a pohybem nahoru ji postupně vytlačuje mezerou zkušebního páru. Doba trvání pádu břemene, kterým se určuje hustota páru, je zaznamenána stopkami. Každý pár je krimpován 3krát. Testy jsou považovány za správné, pokud rozdíl mezi získanými údaji obou experimentů nepřesáhne 3 sekundy. Pokud je rozdíl větší, pára se musí propláchnout v čisté motorové naftě a znovu otestovat.
Repasované sestavy plunžru jsou seřazeny podle hustoty do tří skupin. První skupina zahrnuje páry s dobou krimpování 6-10 sekund, druhá - 10-15 sekund. a do třetice 15-20 šťávy. Každé čerpadlo je vybaveno páry pístů stejné skupiny hustoty.
Páry, které hustotou nevyhovují technickým podmínkám, se zasílají k dovybavení. V případě lehkého zadření se dvojice pístů znovu důkladně promyje v čisté motorové naftě a znovu se natlakuje.
Pro systematickou kontrolu stavu porostu slouží kontrolní a referenční dvojice. Ke každému stojanu se navíc vyrábí ovládací pouzdro. Pomocí tohoto pouzdra se z počtu nových dílů vyberou dva páry plunžrů, jejichž hustota odpovídá době krimpování 6; 10 a 20 sekund. Výběr kuliček pístu se provádí při teplotě 18 ° C pomocí standardní směsi. Kontrolní páry jsou označeny: "K-6 sec"; К-10 sec "a" К-20 sec ". Tyto páry jsou skladovány na provozovně OTK.
Pro referenční díly se používá následující označení: "E-6 sec"; "E-10 sec" a "E-20 sec". Tyto dvojice používá vedoucí dílny.
Přípustný rozdíl v hustotě mezi referenčním a kontrolním párem je 0,5 sec. pro páry s hustotou 6 a 10 sec. a 1 sec. pro páry s hustotou 20 sec.
Každý den na začátku práce, stejně jako po naplnění nádrže stojanu čerstvou směsí, se měří hustota referenčních párů na pracovním rukávu stojanu.
Odečty stojánku jsou považovány za správné, pokud se získaná hustota páry liší od jmenovité (označené na referenčním páru) maximálně o 1 sekundu. pro páry s hustotou 6 sec., na 2 sec. pro páry s hustotou 10 sec. a pa 4 sec. pro páry s hustotou 20 sec. Pokud je rozdíl v naměřených hodnotách větší než uvedené hodnoty, pak se referenční pár zkontroluje proti kontrolní objímce. Přípustný rozdíl v odečtech při testování referenčního páru na ovládacích a pracovních pouzdrech není povolen více než 0,5 sec. pro páry s hustotou 6 a 10 sec. n 1 sec. pro páry s hustotou 20 sec. Pokud je rozdíl ve výsledcích testu větší, pak se pracovní pouzdro stojanu a těsnící pata vymění za nové díly. Referenční pár se kontroluje dvakrát měsíčně oproti referenčnímu páru na referenčním pouzdru.
Po roztřídění do skupin jsou dvojice pístů označeny značkou. Díly určené k dlouhodobému skladování jsou zakonzervovány. Za tímto účelem se dvojice pístů promyje čistým benzínem, vysuší, upevní do speciálního rámu a ponoří do lázně s leteckým olejem o teplotě 110-120 ° C. Po ukončení přidělování pěny se rám s detaily odstraní. Poté, co olej stéká z povrchu dílů, rám po dobu 2-3 sec. ponořený do lázně s konzervační směsí obsahující 100 g parafínu na 1 kg leteckého oleje. Teplota směsi je 75-85 ° С.
Po konzervaci je každý pár zabalen do pergamenově voskovaného nebo azoceritového papíru a vložen do krabice.
Pozornost! Síť autoservisů za příznivé ceny. Kontrola převýšení je ZDARMA! Žádné fronty! Oprava ve stejný den!
Stáhnout / vytisknout téma
Stáhněte si motiv v různých formátech nebo si zobrazte verzi motivu pro tisk.
Vysokotlaké palivové čerpadlo je nezbytnou součástí každého vznětového motoru. Díky tomuto mechanismu se palivo stává nejen kapalinou, ale směsí paliva a vzduchu. Část, jako je pár plunžrů, také působí na provoz čerpadla. Je odpovědná za dodávku a distribuci paliva.
V designu tohoto prvku jsou dvě hlavní části - píst a objímka.
Plunžr se skládá z malého válcového pístu. Když čerpadlo běží, píst se pohybuje uvnitř pouzdra. Plunžr pohybem nahoru a dolů nasává palivo a poté je střídavě čerpáno do trysek pracovních válců, kde se pod vysokým tlakem v atomizovaném stavu vznítí. Dvojice plunžrů vysokotlakého palivového čerpadla má na objímce několik otvorů, kterými je přiváděna motorová nafta pro následné vstřikování.
Jinými slovy, hlavním účelem dvojice plunžrů je přesně měřit palivo, aby pak mohlo být přiváděno do válců motoru. Tento prvek také pomáhá čerpadlu dodávat palivo ve správný okamžik se správným tlakem. Aby vše probíhalo bez přerušení, je nutné, aby dvojice pístů splňovala všechny požadavky. Proto musí být dvojice pístů, jejichž cena není tak malá, vyrobena na high-tech zařízení, je nereálné vyrobit si ji doma.
Dvojice plunžrů vstřikovacího čerpadla - složitý prvek, musí být provozován opatrně a musí být neustále dodržovány potřebné požadavky. Aby zařízení fungovalo hladce a efektivně, mělo by se používat pouze vysoce kvalitní palivo. Vzhledem k tomu, že kvalita paliva na našich čerpacích stanicích ponechává mnoho přání, je obnova párů pístů velmi oblíbenou službou.
Nekvalitní palivo obsahuje velké množství chemických prvků, což výrazně snižuje životnost dvojice plunžrů. Nejvíce negativní vliv má voda, která vstupuje do paliva jako kondenzát. Pokud je mezi objímkou a plunžrem hodně vody, mazací film poruší svou celistvost a díl pak funguje bez mazání. To může deformovat součást natolik, že obnovení párů pístů prostě nepomůže. Nezbývá než si v obchodě koupit pár pístů a zkusit tankovat pouze kvalitní palivo.
Existuje několik známek toho, že součást je vadná. Jedním z nich je odmítnutí nastartování motoru, zvláště když je motor zahřátý. Při běžícím motoru je možné zjistit, zda dvojice pístů vstřikovacího čerpadla funguje normálně. Musíme dbát na kvalitu jeho práce. Pokud je pár plunžrů vadný, motor ztrácí výkon a pracuje s netypickými zvuky. Kromě toho může motor běžet přerušovaně a stát se nestabilním. Pokud byl zaznamenán alespoň jeden příznak, je nutné provést diagnózu.
Je třeba poznamenat, že pro diagnostiku se používá speciální zařízení. Proto je velmi obtížné doma říci, zda je pár pístů vadný nebo ne. V čerpací stanici mohou odborníci s jistotou říci o poruše a způsob řešení je úprava nebo úplná výměna. Během opravy je zapotřebí speciální zařízení k obnovení těsnosti objímky a pístu.
Nyní by mělo být řečeno, jak vyměnit pár pístů. Nejprve musíte jít do obchodu, vyzvednout a koupit pár plunžrů, který se hodí pro konkrétní motor. Je nutné demontovat vše, co je odstraněno kolem palivového čerpadla. To je nezbytné, aby se starý pár pístů bez problémů odstranil a nic nepřekáželo. Poté musíte odstranit přední kryt motoru, odšroubovat matici zajišťující hnací kolo a poté odšroubovat všechny trubky a vyjmout palivové čerpadlo. Všechny části, které jsou v nečistotě, musí být vyčištěny současně. Teprve poté můžete začít demontovat palivové čerpadlo, odšroubovat samotný pár plunžrů, ale pouze s maximální opatrností a na speciálně připraveném místě se sadou potřebných nástrojů.
Je nutné z něj opatrně vypustit palivo, demontovat starý pár plunžrů, zkontrolovat stav zbývajících dílů, konkrétně vačkové podložky, válečků, posilovacího čerpadla atd.Poté můžete vše znovu sestavit v opačném pořadí, po důkladném umytí páru pístů naftou z konzervace před instalací.
Pro nastavení množství vstřikovaného paliva je na pístu speciální odřezávací břit. Při pohybu pístu nahoru nejprve uzavře výstupní otvor a přes tuto hranu se otvor mírně otevře. Řezání tohoto okraje je provedeno spirálou, takže při otáčení pístu se mění čas před odříznutím. Aby se plunžr mohl otáčet a provádět translační pohyby, spočívá na vačkové podložce a zabírá s jeho čepem. Když se podložka otáčí, otáčí také plunžrem a vačky nabíhají do válečků a tlačí na něj. Píst je seřízen podložkami různé tloušťky. Nejdůležitější je nezapomenout, že cena pístového páru je poměrně vysoká, jedná se o velmi křehký a složitý díl, takže je třeba s ním zacházet velmi opatrně.
Chod vznětového motoru je čtyřtaktní, při kterém vzniká hořlavá směs paliva a vzduchu. K zážehu nedochází kvůli jiskření, ale kvůli vysokému tlaku, proto je u dieselových motorů vždy zvýšen kompresní poměr.
Společnost Cummins Inc. Je jedním z předních světových výrobců dieselových motorů a generátorů. Motory této společnosti jsou velmi odlišné: výkon se pohybuje od 30 do 3600 koňských sil a velikosti motorů od 1,5 do 90 litrů.
V dieselovém motoru není složitější a kritičtější jednotka než systém vstřikování paliva, přesněji jeho hlavní část - vysokotlaké palivové čerpadlo. Mnoho protilehlých dílů, vysoce zatížené jednotky, přítomnost přesného dávkovacího systému činí opravu vstřikovacího čerpadla obtížným úkolem i v provozních podmínkách. O to obtížnější je opravit vysokotlaké palivové čerpadlo dieselového motoru vlastníma rukama.
V automobilové technice se opravuje téměř vše, snad kromě jednotlivých olejových těsnění a manžet, jejichž oprava je bez speciálních materiálů nemožná. Složitost nastavení, diagnostiky a opravy vstřikovacího čerpadla vyžaduje, aby zaměstnanec měl dovednosti v práci s přesnou mechanikou.
Seřízení podle továrních parametrů bez speciálního diagnostického stojanu na opravu vstřikovacího čerpadla prostě nejde. Během diagnostické studie vstřikovacího čerpadla je nutné zkontrolovat:
- cyklické napájení vysokotlakého čerpadla, v celém rozsahu otáček hřídele vstřikovacího čerpadla, při rozběhu a po přerušení přívodu paliva;
- stabilita vyvinutého tlaku;
- rovnoměrnost dodávky vstřikovacího čerpadla do vstřikovače paliva.
I při přístupu k diagnostickému stojanu a po prostudování problematiky opravy vysokotlakého palivového čerpadla pomocí četných videí je velmi obtížné kvalitativně zkontrolovat a vyhodnotit jeho práci.
U těžkých dieselových motorů se používají plunžrová, řadová vstřikovací čerpadla. Při údržbě a opravách jsou taková zařízení obtížnější, protože vyžadují speciální vybavení pro jejich demontáž, proto nebudeme uvažovat o tak vysokotlakých palivových čerpadlech a jejich opravách.
V dieselovém motoru pro cestující se téměř vždy používá vstřikovací čerpadlo distribučního typu. Na rozdíl od in-line čerpadel se v distribučním čerpadle přenáší síla na plunžr pomocí profilované vačkové podložky. Konstrukce vstřikovacího čerpadla se ukázala být kompaktnější, ale těžko lze očekávat, že bude oprava provedena na koleně.
Nejznámější a cenově dostupné je vstřikovací čerpadlo Bosh VP44. Potřeba opravit vnitřní části čerpadla často vzniká, když:
- špatná trakce a neúplné spalování paliva i za ideálních podmínek - bez zatížení a důkladně zahřátého motoru;
- náhlá porucha a zastavení vznětového motoru pod zatížením, kterému se říká „smrt při vzletu“. Obvykle skener v takových případech diagnostikuje kód P1630 a P1651.
- výskyt úniku motorové nafty v oblasti ucpávkového těsnění centrálního hřídele vstřikovacího čerpadla.
Proto se omezíme na otázku opravy vstřikovacího čerpadla vlastními rukama výměnou těsnění a odstraněním rýhování pracovních ploch dílů.
Před demontáží těsnění hnacího hřídele čerpadla s ním zkuste radiálně posunout. Pokud ucítíte vůli rukou, je možné, že důvodem úniku paliva je opotřebení pracovní plochy hřídele nebo vyžaduje opravu ložiska.
Velké množství dělených rovin a lícujících ploch dílů vyžadovalo použití velkého počtu těsnění a ucpávek. Zpravidla jsou vyrobeny z kvalitního materiálu a vydrží dostatečně dlouho, dokud se při opravě nebo údržbě nepoškodí. V tomto případě se pro svépomocné opravy vstřikovacích čerpadel Bosch používají standardní opravné sady.
Při opravách je celkem snadné vyměnit těsnění na snímači polohy hřídele a na automatickém časování vstřiku. Pro lepší uchycení můžete na nové kroužky a gumičky nakapat pár kapek vřetenového nebo motorového oleje.

Pro preventivní opravu vstřikovacího čerpadla Bosch vlastníma rukama budete muset čerpadlo rozebrat přibližně v následujícím pořadí:
- vyjměte dávkovací ventil z konce vstřikovacího čerpadla. K tomu odšroubujte čtyři šrouby přítlačné desky, opatrně uvolněte lanko ventilu předstihu vstřiku. Odstraněním tří šroubů zajišťujících dávkovací ventil jej můžete opatrně vyjmout ze sedla;
- odšroubováním upevňovacího prvku na horním krytu můžete vyjmout řídicí desku a získat přístup k elektronice;
- nastavíme polohu hřídele, jak je znázorněno na fotografii, vyjmeme kameru a získáme přístup k vnitřkům vstřikovacího čerpadla;


- po demontáži ložiska pomocí speciálního stahováku získáme možnost prostudovat potenciálního viníka špatného výkonu vstřikovacího čerpadla - pístu jednotky předstihu vstřiku. Na součásti často dochází k opotřebení povrchu a oděru hran. Můžete zkusit provést opravy leštěním povrchu, výměna celého dílu je mnohem dražší.


Po opravě se montáž provádí v opačném pořadí s mytím dílů motorovou naftou.
Často se kromě bodování na povrchu pístů nachází i další důvod, proč vstřikovací čerpadlo nevyvine potřebný tlak. To může být způsobeno nečistotami, filmy nebo usazeninami vosku na sítu filtru uvnitř čerpadla. Na straně přívodní trubky je síťka. Proplachování kanálů je obtížná a neefektivní činnost, je snazší vyjmout síťku a vyfouknout ji stlačeným vzduchem.
Utržené kusy nečistot mohou zablokovat píst plunžru nebo dokonce zlomit nebo zlomit hnací hřídel čerpadla. Čištění by proto mělo být prováděno velmi pečlivě, aby nedošlo ke kontaminaci vnitřních dutin čerpadla.
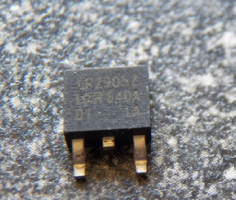
Z mnoha důvodů selhání elektronických „játra“ vstřikovacího čerpadla je nejčastější rozbití nebo spálení kontaktů řídicí desky a porucha výkonových tranzistorů. Pokud znalosti a dovednosti práce s elektronickými zařízeními umožňují provádět „kontinuitu“ výkonu a opravy tranzistoru, stojí za to pokusit se identifikovat příčinu a nahradit viníka provozuschopným prvkem.
Chcete-li zkontrolovat stav "viníka", musíte opatrně otevřít černý kryt, který je pevně usazen na gumovém těsnění pomocí šroubů. Měl by být odstraněn opatrně, aby nedošlo k poškození samotného těsnění.


Důvodem selhání nejen tranzistoru, ale i celé desky mohl být vzduch zachycený v dutině kvůli špatnému výkonu drenážního systému nebo zpětného ventilu. Často se snaží eliminovat větrání roztočením startéru v naději, že tímto způsobem napumpují naftu do vysokotlakého palivového čerpadla. V tuto chvíli je tranzistor otevřen a maximálně zatížen, což vede k intenzivnímu zahřívání. Ve vzdušném prostředí se špatným odvodem tepla nevyhnutelně vyhoří. V některých německých autech je ochrana, která zabraňuje pokusu o nastartování motoru při nedostatku paliva na dálnici. K tomu slouží snímač paliva v nádrži.
Selhání tranzistoru lze zjistit "vytočením" testeru nebo jeho vzhledem. Nejlepší možností pro opravu takové poruchy by byla výměna celé řídicí desky.Možná je to dražší než pájení, ale po opravě poskytne zaručenou kvalitu a stabilní provoz vstřikovacího čerpadla. Jako poslední možnost dejte desku a tranzistor k pájení specialistům na elektroniku.
Při instalaci a opětovné montáži po opravách zkontrolujte dotažení všech upevňovacích prvků.
Pokud jste během auditu neprováděli unáhlené a nepřiměřené výměny dílů, sestavené čerpadlo by mělo pracovat s přibližně stejnými parametry jako dříve. Stojan Bosch EPS-815 se standardně používá pro testování a seřizování vstřikovacího čerpadla po generální opravě.
Video ukazuje, jak zvýšit tlak plunžru ve vstřikovacím čerpadle Bosch VE:
| Video (kliknutím přehrajete). |














