
Podrobně: oprava radlice pluhu svépomocí od skutečného mistra pro web my.housecope.com.
Hlavními pracovními částmi pluhu (obr. 123) jsou tělo, skládající se z radlice 6, radlice 1, polní desky 7 a hřebene 2, tahu 3, skimmeru 5, nože 4 a zeminy- bagrovací podíl 8.
Tupost radlice, stejně jako opotřebení nebo deformace radlice, skimmeru, nože nebo polní desky, zvyšuje tažný odpor pluhu, vede k nadměrné spotřebě paliva, zhoršuje kvalitu obratu sloje, jeho drobení a zapravování pluhu. rostlinné zbytky.
Rýže. 123. Pracovní tělesa pluhu instalovaná na jeho rámu
V pluzích se používají dva typy radlic:
lichoběžníkový - s rovnou řeznou hranou (obr. 124, a) a dláto - se zesílenou a dolů zakřivenou špičkou (obr. 124, b).
Radlice jsou vyrobeny z odolné a otěruvzdorné oceli třídy L65 a tepelně zpracované pro zvýšení odolnosti proti opotřebení. Pracovní podmínky v půdě jsou však natolik obtížné, že se radlice rychle opotřebovávají. Při opotřebení radlice se ostří otupí a změní se tvar nosu. Na Obr. 125 křížových čar značí hrany opotřebovaných lichoběžníkových a dlátovitých čepelí. Když se čepel otupí, její tloušťka se zvětší a na její zadní straně se vytvoří faoca (zadní část hlavy). Při opotřebení radlic se zhoršuje výkon pluhu, to znamená, že radlice ztrácejí schopnost zasahovat hluboko do půdy a je narušena stabilita zdvihu pluhu. Radlici pluhu je nutné opravit při zmenšení její šířky o 10 mm oproti šířce nové lichoběžníkové radlice nebo při zmenšení délky nosu o 25 mm oproti délce nosu nové dlátové radlice.
| Video (kliknutím přehrajete). |
Oprava radlic se redukuje na zatažení radlice, ostření a tepelné zpracování. Opravy radlic se provádějí za účelem obnovení jejich velikosti a tvaru a také za účelem zajištění jejich trvanlivosti.
Sekce radlice má zahuštění - zásobu kovu, které se říká "sklad". Při opravě opotřebované radlice obnoví její tvar kovář na úkor zásoby kovu v „prodejně“. Stahování radlice se provádí ručně, většinou na několik taveb, protože kovář nestihne strhnout celou radlici na jedno žhavení. Při ručním vytahování radlice je nutné vždy usilovat o snížení množství nahřívání, jelikož při opakovaném zahřívání jsou možné případy vyhoření kovu.
Nevýhoda radlice na páce nebo jiném mechanickém kovacím bucharu se obvykle provádí ve dvou krocích. V tomto případě musí délka vyhřívané části nadílky pokaždé mírně přesáhnout polovinu nadílky.
Pro snížení tepelných ztrát a zamezení vyhoření uhlíku z povrchové vrstvy kovu je část radlice, která se neohřívá, zasypána čerstvým uhlím.
Kování opotřebované radlice se vyrábí v následujícím pořadí. Radlice je umístěna v kovárně naplocho tak, aby byla ohřívána ze strany radlice na šířku 60-80 mm; její zbytek, který nevyžaduje topení, je pokryt čerstvým uhlím. Radlici na expresku je nutné nahřívat nejprve pomalu, až
luminiscence, tj. až 500-600 °. Není možné ohřát radlici přímo na kovací teplotu, aby nedocházelo ke vzniku trhlin. Jakmile se radlice zahřeje na 500-600 °, zvýší se rychlost ohřevu a teplota se zvýší na 850-1200 ° (až do světle červeného a oranžového tepla).
Rýže. 124. Radlice: a - lichoběžníkové, b - dlátové
Rýže. 125. Tvar opotřebovaných radlic: a - lichoběžníkový, b - dlátový
Nahřátá radlice se vyjme z kovárny, položí se přední stranou na kovadlinu a ze zadní strany se častými údery ruční brzdy nebo kladiva rozptýlí zásoba kovu ze „skladu“.Radlici vyrobenou z oceli třídy L65 lze tahat (kovat) pouze při teplotách nad 800 °. Tažení se zastaví, když se radlice ochladí pod 800 ° (s třešňově červeným žárem) a obnoví se po opětovném zahřátí. Tažená část radlice se zažehlí na kovadlině hladítkem po celé délce řezné části tak, aby tloušťka ostří byla 1–2 mm, poté se odstraní nerovnosti vzniklé údery kladiva.
Při tažení se kontroluje tvar a velikost radlice pomocí šablony (obr. 121, a). U tažené radlice jsou povoleny odchylky rozměru oproti nové: na délku o ± 15 mm, na šířku o + 4 mm.
Radlice se po vytažení a zažehlení ještě v zahřátém stavu upne do zámečnického svěráku a její čepel se nabrousí pilníkem. Poté se vychladlá radlice brousí z přední strany na ostřičce na naftu. Po naostření by šířka ostří čepele neměla být větší než 5-6 mm a tloušťka čepele by měla být v rozmezí 0,5-1 mm. Čepel radlice by se neměla brousit tenčí než 0,3 mm, jinak se během provozu rychle opotřebuje.
Tepelné zpracování tažené radlice spočívá v kalení a popouštění. Při kalení se radlice ohřívají podél lopatky asi o jednu třetinu její šířky. Zahřívání v peci na teplotu 780-820 ° by mělo být rovnoměrné (lehké třešňově červené teplo). Nahřátá radlice se rychle ochladí ve vodní lázni. Teplota vody v kalicí lázni by měla být 30-40 °. Radlice se spustí do vany zády dolů. Pokud se radlice s čepelí ponoří do kalicí lázně, může prasknout. Nespouštějte radlici naplocho, protože v tomto případě se obvykle deformuje. Radlice se udržuje v kalicí lázni, dokud se voda nepřestane vařit, načež se z lázně vyjme a pomalu se ochladí na vzduchu.
Po vytvrzení radlice dláta se mohou na čepeli objevit praskliny. Aby se tomu zabránilo, je nutné místo přechodu z hrotu na radlici u vyhřívané radlice předchladit přiložením na 2-3 sec. mokrým hadrem, teprve potom se radlice rychle spustí do kalicí lázně.
Pro snížení křehkosti radlice, ke které dochází při kalení, se popouští. Za tímto účelem se radlice znovu zahřeje na 350 ° (zbarvena do šeda) a poté se pomalu ochladí na vzduchu.
Při kalení se radlice často kroutí. Pokřivená radlice je ovládána kovadlinou údery kladiva. Údery na radlici by měly být aplikovány opatrně a ne silně.
Tvrdost kalené části radlice se kontroluje osobním pilníkem. Pilník nesmí zanechávat žádné stopy na kalené části radlice.
V opravnách RTS se radlice při opravě svařují kvalitními elektrodami nebo náplní z tvrdé slitiny V-9. Tento způsob opravy radlic zvyšuje jejich životnost. Zvýšení odolnosti radlic proti opotřebení se dosahuje také kalením jejich vnější vrstvy vysokofrekvenčními proudy.
Držitelé patentu RU 2344913:
Vynález se týká zemědělské techniky, zejména způsobů renovace radlic a lze jej použít pro renovaci s kalením radlic zemědělských strojů. Metoda spočívá v tom, že se na povrchu radlice vytvoří drážka, drážka se vyplní pájkou, na pájku se nainstalují cermetové desky, na spoj desek se nanese další vrstva pájky a tavidla s svislý okraj drážky. Poté se desky zahřívají, dokud se pájka neroztaví a radlice s deskami v tepelně izolačním kolektoru se ochladí na pokojovou teplotu rychlostí 4°C/min. V tomto případě se jako pájka používá pájka třídy L63 a jako tavidlo se používá tavidlo FK-250. Desky se ohřívají vodíkovo-kyslíkovým plamenem hořáku při tlaku plynné směsi 0,5 MPa a vzdálenosti od výstupu trysky hořáku k povrchu desky - 50 mm. Technickým výsledkem je zvýšení adhezní pevnosti cermetových desek s radlicí. 1 záložka
Vynález se týká zemědělské techniky, zejména strojů na obdělávání půdy, a lze jej použít k obnově a zpevnění radlic zemědělských strojů.
Známý je způsob získávání ostří pracovních těles půdních nástrojů zpevněním ostří odolných proti opotřebení, který spočívá v tom, že pro vytvoření vlnitosti ostří vedoucí k jejich samoostříní se umístí tvrdší kov. na hladkém povrchu lopatek přerušovaně a rovnoběžně s ostřím, následuje omezení oblasti nanášení (viz AS SSSR č. 461721, třída А01В 15/04, publ. 1975).
Při použití této metody má však radlice relativně nízkou odolnost proti opotřebení, protože netavená část radlice se opotřebovává mnohem rychleji než svařované úseky, v důsledku čehož je svařovaná tvrdá slitina obnažena a drobí se, což zhoršuje podmínky pro samoostření podílu.
Technickou podstatou a dosaženým výsledkem je navrhovanému způsobu nejblíže způsob obnovy radliček nanášením tvrdých slitin na jejich řezná tělesa. Její podstata je následující: za účelem zvýšení životnosti radlic a kypřicích tlap se nanášení tvrdých slitin na jejich řezná tělesa provádí ve dvou fázích: první je navaření ocelové výstelky na opotřebovanou špičku, následuje navařením tvrdou slitinou, ve druhém stupni po meziprovozu se opotřebovaná rovná část čepele řezných těles stáhne s jejím následným navařením (viz AS SSSR č. 241959, třída А01В 15/04 , publikováno 1969).
Pracovní plochy radlic, obnovené tímto způsobem, však mají nízkou adhezní pevnost mezi tvrdou slitinou a základním kovem, v důsledku čehož jsou obnovené pluhy během provozu krátkodobé.
Cílem vynálezu je zvýšit vylamovací sílu a v důsledku toho i adhezní pevnost slinutých desek s radlicí pluhu, dále snížit spotřebu slinutých desek a zvýšit výkon při orbě zvýšením pracovní rychlosti. orební jednotky.
Úkol je splněn tím, že u známého způsobu obnovy radlic na povrchu radlice se vytvoří drážka, drážka se vyplní pájkou, na pájku se nainstalují cermetové desky, další vrstva pájky a tavidla se přiloží na spoj desek se svislou hranou drážky, desky se zahřejí, dokud se pájka neroztaví, a radlice s deskami v tepelně izolačním kolektoru se ochladí na pokojovou teplotu rychlostí 4 °C/min. , zatímco jako pájka se používá pájka třídy L63, jako tavidlo FK-250 a desky jsou ohřívány vodíkovo-kyslíkovým plamenem hořáku při tlaku směsi plynu 0,5 MPa a ve vzdálenosti od trysky výstup hořáku na povrch desek - 50 mm.
Způsob se provádí následovně.
Radlice pluhů, odebrané k renovaci, musí splňovat následující požadavky: musí být očištěny od znečištění do stavu umožňujícího kontrolu a zjištění závad; tloušťka základny opotřebované radlice v oblasti otvorů pro šrouby je nejméně 8 mm; šířka opotřebované radlice, určená ze zadní (nepracovní) strany jako vzdálenost od hřbetu k týlnímu zkosení - ne méně než 100 mm.
Na povrchu radlice je vytvořena drážka o hloubce 1,5. 2,0 mm. Tato operace se provádí na vertikální frézce.
Poté se do předem připravené drážky v pravidelných intervalech umístí pájka L63 a poté se na pájku nainstalují kovokeramické desky TN-20 nebo T15K6. Poté se na spojení každé desky se svislou hranou drážky nanese další vrstva pájky a tavidla značky FK-250.
Dále jsou desky a obnovená radlice ohřívány pomocí přenosné plynové svařovací aparatury MBV-500 s plamenem vodíkovo-kyslíkového hořáku. Procesní režimy: vzdálenost od výstupu trysky hořáku k povrchu, který má být obnoven, je 50 mm, spotřeba kyslíku je 400 l/h, spotřeba vodíku je 375 l/h při tlaku plynné směsi 0,5 MPa. V tomto případě se hořák střídavě zastavuje nad každou deskou a snaží se zajistit její rovnoměrný ohřev. Zahřívání pokračuje, dokud nedojde k úplnému roztavení pájky. Tímto způsobem je každá deska připájena. Vystavení vodíkovo-kyslíkovému plameni nepříznivě neovlivňuje použitou pájku, tavidlo, slinuté destičky a kov.
Poté se rekuperovaná radlice s napájenými kovokeramickými deskami umístí do tepelně izolačního kolektoru vyhřátého na teplotu 620,630 °C, společně se kterým se ochladí na pokojovou teplotu rychlostí ochlazování 4 °C/min.
Výsledky srovnávacích zkoušek navržené metody a prototypu jsou uvedeny v tabulce.
U pluhových těles jsou možné následující poruchy a opotřebení: radlice se otupí, na zadní straně se objeví zkosení, špička je zaoblená, radlice se zužuje do šířky. Časté jsou případy zlomení radlice a sečení její pracovní části v důsledku narážení kořenů a kamenů při orbě rychloobrátkových pluhů při opotřebování hromady odvalu, změně tvaru polního řezu, jeho hrana je zaoblená, pracovní plocha je opotřebovaná a špička se odlamuje, u křídla se opotřebovává 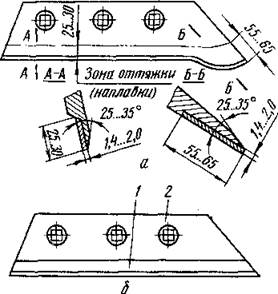
pracovní plocha. Polní deska a skvrny se opotřebovávají ze strany brázdy a zespodu.
Čepel radličky je při tuposti nabroušena pracovní stranou na tl
Radlice a-samočištění; b-kompozit svařovaný; 1 pásek; 2 zadní
Tvar opotřebované pracovní plochy čepele se kontroluje pomocí šablony. Odchylka od šablony je přípustná maximálně 6 mm. Pokud se zlomí špička hrudníku, čepel může být obnovena. K tomu se odlomená část vyrobí ze staré výsypky podle šablony, na křižovatce se upraví a ze zadní strany k opotřebované výsypce elektricky přivaří. Před svařováním je obrobek tepelně zpracován na tvrdost NKS 62. 50. Pro odstranění tepla při svařování se místa v blízkosti švu potřou roztokem jílu s azbestem, pod šev se položí červená měděná výstelka o tloušťce 5 mm a pod výstelku se vloží hadr namočený ve vodě. Po svaření se šev vyčistí. Když je hrana pole ostří opotřebovaná, je uložena sekvenčním překrýváním. válečky s elektrodami T-590 a broušené pod úhlem 45. 50° k pracovní ploše.
Při mírném opotřebení se polní desky obnovují tvrdou povrchovou úpravou s následným ostřením, nebo použijte neopotřebenou stranu desky a otočte ji. K tomu jsou v něm vytvořeny otvory a kaleny.
Zmáčknutí čepele nože je povoleno nejvýše na třech místech s hloubkou do 1,5. 2,0 mm a délce až 15 mm. Deformace disku není povolena větší než 3 mm. Zkroucené kotouče chladí na sporáku. Jsou broušeny na tloušťku čepele 0,5 mm na zařízení OR-6112 pro broušení kotoučových nožů a na příslušenství pro soustruh s frézami s destičkami z tvrdých slitin T15K6 apod. Axiální a radiální házení kotouče je povoleno max. 3 mm.
Opotřebení konců nábojů kotoučů do 8 mm je kompenzováno nastavením podložek tak, aby mezera mezi ostruhami sousedních kotoučů byla minimálně 4 mm. Litinové díly s trhlinami jsou svařovány plněným drátem PANCH-I elektrickým svařováním nebo svařováním horkým plynem s litinovými tyčemi.
Limitní zobrazení opotřebených řezných těles strojů na zpracování půdy
Dotazy můžete klást až po registraci. Přihlaste se nebo registrujte, prosím.
Podívejte se na pluh, co je v něm potřeba vyměnit, aby oral a nesekal brázdy. Zkusím vložit foto, zdá se mi, že první skládka seká vpravo, budu moc vděčný za pomoc.
No ano, první budova je křivá. Druhé tělo také zanechává brázdu?
Za prvé je potřeba všechna tělesa nastavit do jedné roviny a za druhé upravit pluh. Vaše skládka nefunguje úplně, proto ty hřebeny.
Podle mého názoru mohou být dva důvody:
1 Pluh je zablokovaný v brázdě
2 nízká rychlost
V jiných případech by hřebeny byly jiné, ale máte všechny stejné hřebeny
Formovací deska první korby se liší od 2. a 3. a jaký je rozchod zadního kola traktoru?
Nastavte pluh.
jezdíš s traktorem po brázdě nebo přes pole?první korba moc nehází na předchozí stopu.skládky jsou běžně pískované,to znamená převracení sloje.stopa od pukarů je rovná a čisté, jde to přesně soudě podle toho, že všechny skládky mají stejnou výšku mletí, no, skoro radlice a prsa 
výsypky, ale není to fatální (solárium bude trochu víc žrát a trochu míň orat).Trochu zmenšit šířku záběru, blíže k orbě kol (hroudy) a vše bude super.Rychlost je není potřeba.váš pluh má klasické výsypky (ne vysokorychlostní).volnoběh
Udělejte brány po pluhu a budete mít radost.
- něco klepe v motoru.
- dejte hlasitější rádio a budete šťastní
Hospodářská politika je především uměním realizace, nikoli uměním tvorby plánů. (A.V. Chayanov)
Vytváříme podmínky pro rozvoj:. podpora zemědělských výrobců z hlediska jejich nebránění. P. N. Čerkasov, Moskevská oblast Natalinskoe.
Je fakt, že pluh se musí regulovat, ale navíc je potřeba regulovat i způsob upevnění pluhu na traktoru. pak bude orná půda krásná.
Hospodářská politika je především uměním realizace, nikoli uměním tvorby plánů. (A.V. Chayanov)
Vytváříme podmínky pro rozvoj:. podpora zemědělských výrobců z hlediska jejich nebránění. P. N. Čerkasov, Moskevská oblast Natalinskoe.
Jak neupravit pluh, ale rýhy a hrudky stejně zůstanou. Zejména na tvrdé zemi. S branami je to dokonale vyrovnané.
A co, co tedy přesně můžete zasít bez urovnávání pomocí kultivátoru?
jezdíš s traktorem po brázdě nebo přes pole?první korba moc nehází na předchozí stopu.skládky jsou běžně pískované,to znamená převracení sloje.stopa od pukarů je rovná a čisté, jde to přesně soudě podle toho, že všechny skládky mají stejnou výšku mletí, no, skoro radlice a prsa
Pluh orá normálně, dráha z jednoho přejezdu je rovná 
Ale to, že ten první korpus tomu předchozímu moc nepřidá, tak to je problém a spíš se to dá vyléčit dvěma způsoby: 1) Přitáhněte pluh s řetězovými úvazy blíže k pravé straně (pluh je daleko od brázdy, možná
také polní desky mohou kompostovat mozky)
2) Stačí strávit bod připojení pluhu (trojúhelník automatické spojky).
Konkrétně je to na vás, jak se rozhodnete.
Nespěchejte dělat dobro. Dobro by se mělo dělat pomalu, aby si toho všimlo a ocenilo.
Jezdecký pluh, traktorový pluh nebo pro pojízdný traktor je nepostradatelnou věcí na dvorku. Pluh orá půdu, obrací vrchní vrstvu půdy, což snižuje množství plevele, činí půdu měkčí a poddajnější. Pluh si můžete nejen koupit, ale i sami vyrobit. K tomu musíte mít kromě nástrojů a materiálů představu o struktuře pluhu a jeho geometrii.
Správně vyrobit pluh je možné pouze tehdy, když rozumíte procesu orby a také účelu každé z částí pluhu.
Pluhový klín se při orbě zařezává do půdy pod určitým úhlem v závislosti na měkkosti a vlhkosti půdy. Klín odděluje nádržku, zvedá ji a stlačuje, přičemž současně rozděluje nádrž na několik částí. Úhel vstupu závisí na tom, na kolik částí bude zemská vrstva rozdělena: čím větší úhel, tím větší rozdělení. Pokud je však úhel vstupu větší než čtyřicet pět stupňů, půda přestane klouzat po pracovní ploše orebního zařízení a začne se před ní hromadit, což ztěžuje další práci.Vertikální pluh, tedy s ostřejším náběhovým úhlem, odděluje půdu od okraje brázdy a horizontálně ji stlačuje. Pluh s horizontálním úhlem řízení funguje jinak: vychyluje a obrací vrstvu půdy.
Typický pracovní pluh se skládá z:
- Radlice, která seká půdu
- skládka,
- Nůž,
- Polní deska,
- regály,
- Skimmer.
Kromě toho může být pluh vybaven:
- Pevnější kovový rám
- Kola
- Mechanismus, který koriguje práci pluhu vzhledem k traktoru,
- hydromechanismy,
- Pneumatický hydraulický systém.
Výsypka může mít několik typů pracovní plochy:
- Šroub,
- válcový,
- Cylindroidní.
Válcový dokonale mele půdu, ale útvar se tvoří špatně. To není vždy výhodné. Válcová pracovní plocha se obvykle používá pro práci v měkké půdě. Nejpohodlnější a nejpraktičtější na práci je válcová plocha, která se dobře drolí a obrací půdu a poradí si se suchou i mokrou půdou.
Chcete-li si vyrobit pluh doma vlastníma rukama, musíte mít:
- válečky,
- mlýnek,
- Plynová řezačka,
- spojovací materiál,
- Měřicí nástroj,
- Kladivo,
- Svářečka,
- Nůžky na stříhání kovu.
Před zahájením práce se doporučuje vypracovat výkres nebo schéma nebo najít hotovou verzi na internetu. To vám umožní vizuálně znázornit postup práce, umístění všech dílů a spojovacích prvků.
Nejjednodušší možnost výroby. Jednostranné zařízení může být vyrobeno jako jednodílné, ve formě jednoho těla a skládací. Skládací verze je pohodlná v tom, že umožňuje vyjmout radlici pro ostření. Radlice lze nahradit kotoučem z kruhové desky. Skládka se obvykle provádí dvěma způsoby. První z nich vyžaduje použití trubkového řezu o tloušťce asi pět milimetrů a průměru padesát centimetrů.
Z řezu se vyřízne obrobek a pomocí úhlové brusky se upraví na požadovanou velikost. Druhý způsob výroby skládky zahrnuje přítomnost ocelového plechu o tloušťce čtyři milimetry nebo válce se stejnou tloušťkou stěny, ale s průřezem asi 50 cm. Pomocí svářečky nebo nůžek na kov se vyřízne tvar a ohnutý do tvaru válce. Pokud existují odchylky od požadovaných rozměrů, můžete pro přepracování použít kladivo.
Jakékoli výkresy poskytují šest základních prvků:
- Kovový disk nebo radlice,
- Nadace,
- Distanční deska,
- boční klapka,
- Řez potrubí pro klapku,
- Polní pracovní deska.
Radlice se obvykle instaluje pomocí plechu a několika klínů, zkosených pod úhlem dvacet pět stupňů. Upevňuje se dvoubodovým svařováním a zároveň spojuje hřeben a boční štít. Záštitu je vhodné udělat o centimetr výše, než je spodní hrana radlice, přičemž hrany záštity by měly o pět až šest milimetrů přesahovat hranu čepele.
Radlice s radlicí jsou upevněny svařováním tak, aby byly jeden celek, bez mezer a nerovností. Úhel mezi nimi by neměl přesáhnout sedm stupňů. K bočnímu stojanu je připevněna svařovaná radlice a čepel a samotný stojan je přivařen nejprve k základně a poté k distanční desce. Nakonec jsou rohy radlice přivařeny k základně. Všechny stopy po svařování a švech jsou očištěny a čepel s radlicí je broušena.
Tento typ je efektivnější pro orbu velkých ploch. Pro výrobu je vyžadován pevný ocelový rám vyrobený z kulatého nebo obdélníkového profilu o tloušťce alespoň dva milimetry. Velikost rámu závisí na počtu potřebných obrobků a ovládacím prvku. V pracovním tělese musí být radlice umístěna zespodu, protože její úlohou je přesunout vrstvu zeminy na skládku. Skládka převrací půdu, řeže a posouvá a vytváří brázdu.
Stojan je nezbytný pro připevnění pracovních nástrojů k rámu a držení nože. Je v něm vytvořeno několik nastavitelných otvorů, které vám umožní změnit hloubku orby.Obvykle je stojan svařen z kovové desky o tloušťce alespoň centimetr a připevněn k rámu pomocí šroubů.
Rám se všemi pracovními nástroji je připevněn k minitraktoru nebo pojízdnému traktoru s podomácku vyrobenou ojí nebo závěsem. Oj musí mít nutně rukojeť a mít rovný nebo V-tvar. Druhá forma je účinnější, protože činí pluh mnohem stabilnější. Pro větší stabilitu a přímost pohybu můžete také nainstalovat polní kola. Jsou připevněny k rámu pomocí nastavitelného držáku.
Chcete-li sestavit pluh vlastníma rukama, musíte dodržovat jedno velmi důležité pravidlo: všechny části zařízení jsou nejprve svařeny bodovým svařováním a teprve tehdy, když jsou všechny díly na svých místech a správně upevněny - poslední. Kvalitu zpracování lze snadno zkontrolovat - k tomu je třeba sejmout radlici a pluh položit na stůl. Pevným přitlačením pluhu zkontrolujte shodu povrchu stolu s vodorovným povrchem běžce. Pokud nejsou žádné odchylky, vše je provedeno správně.
Dobrou stavbu můžete určit také podle následujících kritérií:
- Ostrá hrana radlice se nachází dva centimetry pod vodicí lištou,
- Radlička s ostřím nepřečnívá svislou hranu běžce o více než centimetr,
- Mezi skluznicí a kotoučem není žádná mezera.
Podomácku vyrobené zařízení je namontováno na pojízdném traktoru vedle orby. Začínají instalací ocelových kol – zabraňují klouzání pojezdového traktoru v půdě. Dalším krokem je připevnění pluhu, ale neutahujte úplně všechny upevňovací matice. S jejich pomocí se zařízení upraví, což začíná na speciálním stojanu. Výška porostu by se měla rovnat hloubce orby. Po montáži a kontrole upevnění všech jednotek se pluh položí na zem.
Zkouška výkonnosti se provádí na tříradličné orbě.
To je dostatečné pro měření hloubky a kontrolu převrácených útvarů. Pokud rýhy přebíhají přes sebe nebo je vzdálenost mezi nimi větší než deset centimetrů, je nutné všechny součásti znovu upravit.
















